 0373-5939925
0373-5939925 2851259250@qq.com
2851259250@qq.com

面向对象的炼油厂全厂调度优化模型及程序框架
引 言
炼油工业是关系国计民生与国家战略的重要支柱产业[1-2]。我国的炼油能力居于世界前列,然而炼油综合能耗却显著高于世界先进水平,可见我国炼油工业还存在较大挖掘潜力[2-7]。当前,我国流程工业正面临第四次工业革命的历史契机,“综合自动化”已成为现代炼油工业的首要发展方向之一[1,8]。“十四五”规划和2035年远景目标指出,我国将继续坚定不移地贯彻创新、协调、绿色、开放、共享的新发展理念[9-10]。生产调度作为炼油企业的中枢神经系统,势必在其中发挥关键的作用[11-12]。
围绕炼油生产调度的建模和优化,近几年国内外学者开展了一系列研究。Li[13]考虑了炼油生产中的潜在规则和专家经验,基于广义析取规划构建了多周期炼油调度模型。Wu等[14]以节约能耗为目标,建立了炼油厂原油操作调度的线性规划模型。Yu等[15]构建了集成炼油厂生产和下游多油品管道分配的调度优化模型。Xu等[16]提出一种涵盖原油卸载、转运和加工的主动调度方法,并考虑了原油运输延迟的不确定性。Pereira等[17]同样研究了原油调度,他们将其建模成包含四个不同重要性级别目标的多目标问题。Chen等[18]考虑了整个炼厂中不同的操作时间尺度,建立了离散时间调度模型。Duan[19]提出一种MILP-NLP分解方法来求解炼油厂调度优化问题。Chen等[20]提出一种基于知识迁移的方法来求解大规模炼厂生产调度问题。Ossorio-Castillo等[21]研究了利用绝热量子计算机来优化炼厂调度过程。
实际炼油生产中各装置操作条件的频繁变化和生产过程的动态特性给炼油厂调度优化的建模和优化方案的实施带来了挑战。鉴于此,Huang等通过在调度建模中考虑控制系统的作用,基于装置级先进控制技术[22],为每个生产装置赋予有限种可实现的优化操作模式,从模型描述上有效应对运行状态的不确定性[23-24]。基于这一思想,Shi等[25]进一步定义优化操作模式之间切换的过渡过程,以表征装置大惯性使模式切换不能瞬时完成;建立考虑装置优化操作模式及其切换过渡过程的炼油厂全流程生产调度离散时间模型。该模型能更准确地描述实际炼油过程,并获得实施性更强的调度方案。然而,由于其求解难度较大,张璐[26]利用变量与约束构成优化、固定费用网络流特性和有效不等式等方法进行模型重构,对模型的求解性能加以改善。韩彪等[27]建立了一种基于即时交货的离散时间调度优化模型,使得调度周期时间片段的划分不依赖于交货事件的具体分布,从而允许交货事件能够在调度周期的任意时刻发生,为描述订单的即时改变提供了方便。
然而,现有的考虑装置操作模式切换过渡过程的调度优化模型仅是以某一特定炼厂作为研究对象而建立的模型,其建模思想方法虽然具有一般性的指导意义,但其模型表达却没有形成普适框架,各装置模型结构的统一程度还不够,对装置优化操作模式切换规则的描述不够简约,不利于组建通用的调度建模软件平台。因此,本文采用面向对象的建模方式,通过引入操作模态指示矩阵,构建起具有通用性意义的炼油厂全厂调度优化模型。
MATLAB作为一款常用的科学计算软件,虽然具备了一定的建模优化功能,但它往往局限于求解较小规模的非线性规划模型或稍大规模的线性规划模型,对于工程应用中的较大规模的非线性规划问题或者混合整数规划问题却不擅长。GAMS(general algebraic modeling system)是一种旨在建立和求解大型复杂数学规划问题的高级计算机软件,在许多领域得到了应用[28-29]。因此本文采用GAMS建模系统编制形成了配套的炼油厂全厂调度优化模型程序框架,程序编制过程中注重了代码的通用性,可为炼油厂生产调度建模与优化求解提供便利。GAMS虽然是良好的建模求解系统,但却并不像MATLAB那样擅长数据分析和可视化作图,本文通过GAMS与MATLAB之间的交叉编程,实现二者之间的数据交互[30],使二者优势互补,为后续对炼油生产调度模型的进一步研究奠定基础。
1 问题描述
图1是一个典型炼油厂的生产流程简图。调度优化问题的任务是确定各装置的操作,以在满足成品油性质指标要求、市场需求和各装置生产约束的约束下,实现炼厂利润的最大化。
图1
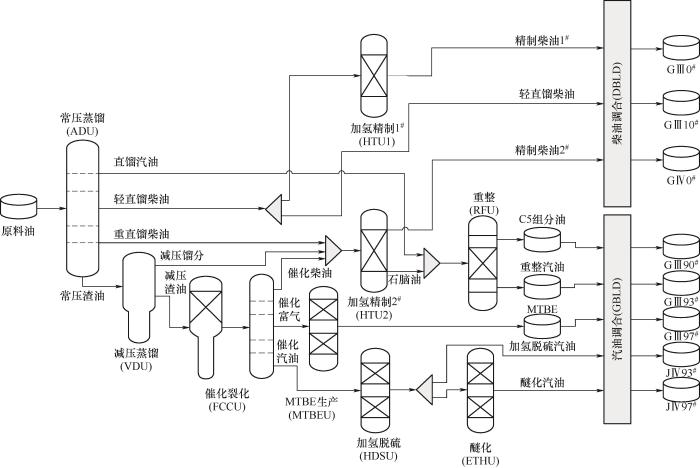
图1 一个典型炼油厂生产流程简图
Fig.1 A production process diagram of a typical refinery
整个炼油过程从前至后分为原油供应、装置生产加工、成品油调合与交付等环节。原油供应为整个炼油厂生产过程的第一个环节,这里将原油供应过程简化成从原油储罐中输出原油,并且原油的供应量充足。
装置生产加工为炼油厂生产过程的第二个环节。各加工装置在一定的操作状况下对其进料进行加工,以一定的收率产出性质满足一定标准的出料,输送到后续装置,同时产生一定的操作费用。当装置的操作状况改变时,其产物收率、性质指标以及操作成本也会随之改变。
原油经各加工装置生产加工后,可获得若干种用于调合出成品油的组分油。有的调合组分油产出后储存于组分油罐中以备调合使用,有的则不设中间储罐,经管线输送至调合装置直接参与调合。汽油和柴油的调合分别在相应的调合装置中完成,最终生产出若干种用于满足客户需求的成品油。成品油储存于成品油罐中以备交付。
2 建模思路
2.1 面向对象的建模方式
为提升模型的通用性及模型代码的可组态性,本文采用面向对象的建模方式来组建考虑装置模式切换过程的炼油厂调度优化模型。针对图1描述的炼油厂中所涉及的各个装置,依据其功能特点及模型结构的异同,抽象出8个模型类,然后为每个模型类建立其特有的模型框架,每个模型类中的各个装置则视为其模型框架参数化得到的不同实例,它们拥有相似的功能特点并共享同一套模型结构。这8个模型类如下。
(1) 原料油罐类
原料油罐是一类没有输入端、只有单一输出端的假想的储罐。
(2) 加工装置类
加工装置是一类具有单输入、多输出的装置,包含常压蒸馏装置、减压蒸馏装置、催化裂化装置、加氢脱硫装置、醚化装置、加氢精制装置、MTBE(甲基叔丁基醚)生产装置、重整装置等子类。
(3) 组分油罐类
和原料油罐不同,组分油罐是一类具有单输入、单输出的实体储罐,它作为一种缓冲,用于储存相关中间物料。
(4) 调合装置类
调合装置是一类具有多输入、多输出的装置,一般分为汽油调合装置和柴油调合装置两个子类。
(5) 成品油罐类
这是一类位于流程末端的具有单一输入的实体储罐,其输出与组分油罐相比有所不同,不是输出到其他装置,而是直接进行成品油交付。
(6) 混合器类
这是一类具有多输入、单输出的虚拟装置,在图1中表示为底在左、顶点在右的三角形。
(7) 分离器类
分离器是与混合器相对应的一类具有单输入、多输出的虚拟装置,在图1中表示为顶点在左、底在右的三角形。
(8) 管线类
管线是连接前一装置输出与后一装置输入的一类单输入、单输出的装置。
2.2 模态指示矩阵
在考虑装置模式切换的炼油厂调度优化建模方法中,根据各生产装置的特点和控制方案,对其分别定义了不同的优化操作模式和模式切换过渡过程[25-26]。从而,装置在某一时间片段(在离散时间描述下)的操作状况可以是某种优化操作模式的平稳模态,也可以是从一种优化操作模式向另一种优化操作模式切换的过渡模态。这样,装置在某一时间片段的操作状况就可能有优化操作模式数的平方种操作模态。例如,装置FCCU(将反应再生系统与分馏系统的操作模式合并看待)有汽汽(GG)、汽柴(GD)、柴汽(DG)、柴柴(DD)这4种优化操作模式,因此有包括4个平稳态与12个过渡态的16种可能的操作模态。
为描述各装置在每一时间片段内所处的操作模态,本文提出模态指示矩阵
它的各个元素均为0-1变量,且所有元素之和为1,表征每一时间片段内装置
通过引入模态指示矩阵,能以更加规则化的方式对装置的模态切换相关操作进行描述。例如,图2展示了装置FCCU从GG模态依次切换到DG模态、GD模态、DD模态,最后又回到GG模态的过程(即元素1的变化路径)。
图2

图2 装置FCCU的模态转换过程示意图
Fig.2 An illustration of the mode switching process of unit FCCU
3 数学模型
在前文分析的基础上,可为各个模型类分别建立模型如下。
3.1 原料油罐类
作为原油供应的来源,原料油罐依据其实际输出的原油量产生相应的原料成本
3.2 加工装置类
3.2.1 模态转换约束
(1)加工装置在任一时间片段内只能处在一种模态(某平稳态或过渡态):
(2)初始时应处于某平稳态,结束时也回归到某平稳态:
(3)由平稳态向另一平稳态切换,中间必须经历相应的过渡态,这分为两种情况:① 若前一模态为平稳态,则后一模态可以仍为该平稳态或为某一过渡态,即有:
② 若前一模态为过渡态,则后一模态可以仍为该过渡态或为对应的平稳态,即有:
(4)在调度周期内,任一平稳态的持续时间不得少于某一给定值(平稳态最短持续时长):
如果装置
调度周期内,任一过渡态的持续时间必须等于另一给定值(过渡过程时长):
另外,在不足
3.2.2 质量平衡约束
加工装置的质量平衡相关约束如下:
其中,
3.2.3 性质传递约束
装置某种出料的性质与其操作模态有关:
与出料收率矩阵类似,其中的
3.2.4 操作成本约束
加工装置根据其加工量会产生操作成本
其中
3.3 组分油罐类
3.3.1 质量平衡约束
组分油罐的质量平衡相关约束如下:
此外还有对进料流量
3.3.2 储存成本约束
组分油罐储存组分油会产生储存成本
3.4 调合装置类与成品油罐类
调合装置类的模型由质量平衡约束和性质传递约束构成,成品油罐类的模型由质量平衡约束和成本收益约束构成。这两个模型类与炼油厂的交货环节密切相关,本文采用文献[27]提出的基于即时交货的改进模型,这里不再赘述。
3.5 混合器类
混合器起到将多股进料汇聚成一股的作用,其质量平衡约束如下:
3.6 分离器类
分离器是将一股进料分离成多股的虚拟装置,其遵循如下质量平衡约束:
3.7 管线类
同一根管线的进出料流量和性质均相同,即
3.8 目标函数
调度优化的目标是最大化炼厂总利润
其中,
4 案例研究
这里以图1所示炼油厂为例,考虑一个调度周期T = 64 h的案例。调度周期内共有3个订单,订单要求的交货时刻与需求量见表1。模型中,将调度周期等分为8个时间片段。
表1 案例订单需求信息
Table 1
| 订单 | 交货 时刻 | 柴油/吨 | 汽油/吨 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| GⅢ0# | GⅢ10# | GⅣ0# | GⅢ90# | GⅢ93# | GⅢ97# | JⅣ93# | JⅣ97# | ||
| l1 | 16 h末 | 600 | 660 | 368 | 0 | 0 | 0 | 50 | 0 |
| l2 | 32 h末 | 200 | 300 | 350 | 200 | 450 | 400 | 170 | 130 |
| l3 | 60 h末 | 0 | 0 | 0 | 0 | 354 | 611 | 786 | 400 |
本文配套的GAMS程序为每一模型类提供了通用的代码示例,只需参照建好的调度优化模型,通过简单的拷贝与参数设置,即可将所有装置的模型代码组建出来。优化问题中需要事先给定的参数包括装置的出料收率矩阵、性质矩阵、操作成本矩阵等,这些参数可在MATLAB中通过wgdx函数写入GDX(GAMS data dxchange)文件,然后供GAMS进行读取。GAMS模型优化求解得到的结果也会写入另一个GDX文件中,然后由MATLAB中的rgdx函数进行读取[30]。
本案例模型在Intel(R) Xeon(R) CPU E3-1225 v5 @3.30GHz 3.31GHz, 16GB的计算机上、Windows 10系统下的GAMS、MATLAB软件中进行求解,求解器采用BARON,求解终止时相对间隙(relative gap)小于1
从求解得到的交货情况来看,该炼油厂能够按时按质按量满足所有订单的需求。图3给出了最优调度结果的装置模态切换甘特图。图中每个装置在0时刻之前的虚线边框的色条表示它们初始时刻所处的操作模态,其余时间片段内的加工负荷与所处的操作模态分别标注于色条上下。为强调装置的优化操作模式切换过程,本文将装置的平稳模态以单一灰度色条表示,将过渡模态以条纹色条表示。由图3可见,为了满足订单l1、l2在第16 h末、第32 h末对三种柴油的需求,FCCU从初始的汽汽模式GG向柴汽模式DG切换,因此在前两个时间片段内出现了GG-DG的过渡模态。进一步分析可知,它之所以切换到DG模式而不是DD模式,是因为订单l2、l3在第32 h末、第60 h末也有汽油需求,因而选择了一种最佳的折中方案。由于HTU2关系到汽油的生产,因此为了满足订单l2、l3的汽油需求,它从第一个时间片段就开始从平和操作模式M向苛刻操作模式H过渡,并增加了生产负荷,这与仅和柴油生产相关的HTU1不同。ADU与VDU处于整个炼油厂所有加工装置的最上游,它们的操作变动会引起全厂装置的变动,因此调度优化结果让它们在整个调度周期内始终保持最稳妥的优化操作模式(汽油模式G),而没有进行任何模式切换。
图3

图3 调度优化求解结果甘特图(单位:t/h)
Fig.3 Gantt chart of the scheduling optimization result (unit: t/h)
5 结 论
本文在炼油厂调度优化模型中考虑了装置优化操作模式切换过程,通过引入加工装置的模态指示矩阵与出料收率矩阵、出料性质矩阵、操作成本矩阵等,采取面向对象的建模方式,构建了一套具有通用性的炼油厂全厂调度优化模型结构,并形成了配套的GAMS及MATLAB程序框架。提出了模态指示矩阵,在简化模型表达的同时,能够更直观、严格地对装置模态切换等操作过程进行表征。提出了面向对象的建模方式,将炼油厂中的所有装置划分成8个模型类,每一模型类包括模态转换、质量平衡、性质传递以及成本收益等几类约束,这为炼油厂生产调度建模提供了较为清晰的参考思路,便于针对不同炼厂构造、模型参数、订单需求的炼油生产调度问题组建模型。采用GAMS和MATLAB交叉编程的方式,使二者优势互补,为进一步研究炼油生产调度模型奠定基础。通过对一个炼油厂生产调度优化问题的建模与求解进行案例研究,验证了本文所提模型结构及程序框架的有效性。
符 号 说 明
| 原料油罐 | |
| 分别为装置 | |
| 对调度周期所划分的所有时间片段的索引集合 | |
| 装置 | |
| 调度中所关心的关键性质指标集合 | |
| 装置 | |
| 分别为装置、储罐 |

- 刚刚!2026年中科院分区,公布!本次看点:中科院分区变更为新锐分区;不再单独发布预警期刊;37种期刊“under review”~
- 这些重要报纸理论版都支持邮箱投稿!回复极快!
- GB/T 7714-2025与GB/T 7714-2015相比,变更了哪些,对期刊参考文献格式有什么影响?
- 别被这个老掉牙的报纸理论版投稿邮箱误导了!最新核实91个报纸理论版投稿邮箱通道,一次集齐
- 喜报!《中国博物馆》入选CSSCI扩展版来源期刊(最新CSSCI南大核心期刊目录2025-2026版)!新入选!
- 2025年中科院分区表已公布!Scientific Reports降至三区
- 国内核心期刊分级情况概览及说明!本篇适用人群:需要发南核、北核、CSCD、科核、AMI、SCD、RCCSE期刊的学者
- CSSCI官方早就公布了最新南核目录,有心的人已经拿到并且投入使用!附南核目录新增期刊!
- 北大核心期刊目录换届,我们应该熟知的10个知识点。
- 注意,最新期刊论文格式标准已发布,论文写作规则发生重大变化!文字版GB/T 7713.2—2022 学术论文编写规则

